Pecking when drilling
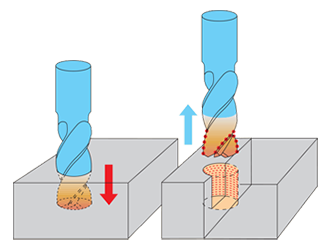
| Possible causes |
| Significant reduction in tool life as well as crumbling of cutting lips through insufficient chip evacuation and thermal stresses |
| Solution |
| select milling cutter with internal cooling with drilling depths > 0.5 x D pecking in stages |
| Alternative |
| peripheral cooling via GM 300 chuck |
| increase volume flow |
| adjust coolant flow |
| reduce feed rate |